
Ruicheng з'яўляецца спецыялістам у вытворчасці прамысловых кампанентаў для ліцця пад ціскам.Нашы эфектыўныя і дакладныя працэсы ліцця пад ціскам дазваляюць нам вырабляць кампаненты выдатнай якасці, і вы можаце ўлічыць праект, каб наладзіць выраб з пластыка самастойна.У нас ёсць магчымасці задаволіць усе патрабаванні да пластыкавых прамысловых кампанентаў з пункту гледжання матэрыялаў, памераў, формаў, допускаў і г.д.
Агульны прамысловы пластыкавы выраб
1.Глянцавая вечка выключальніка
Гэты прадукт уяўляе сабой корпус стандартнага разумнага сэнсарнага выключальніка святла WIFI, вырабленага з прамысловых пластыкавых дэталяў і адпаведнага новаму амерыканскаму стандарту.

Індывідуальныя прамысловыя пластыкавыя дэталі з добрай воданепранікальнасцю і ўстойлівасцю да ўльтрафіялету, дзякуючы чаму гэты прадукт добра працуе на адкрытым паветры.
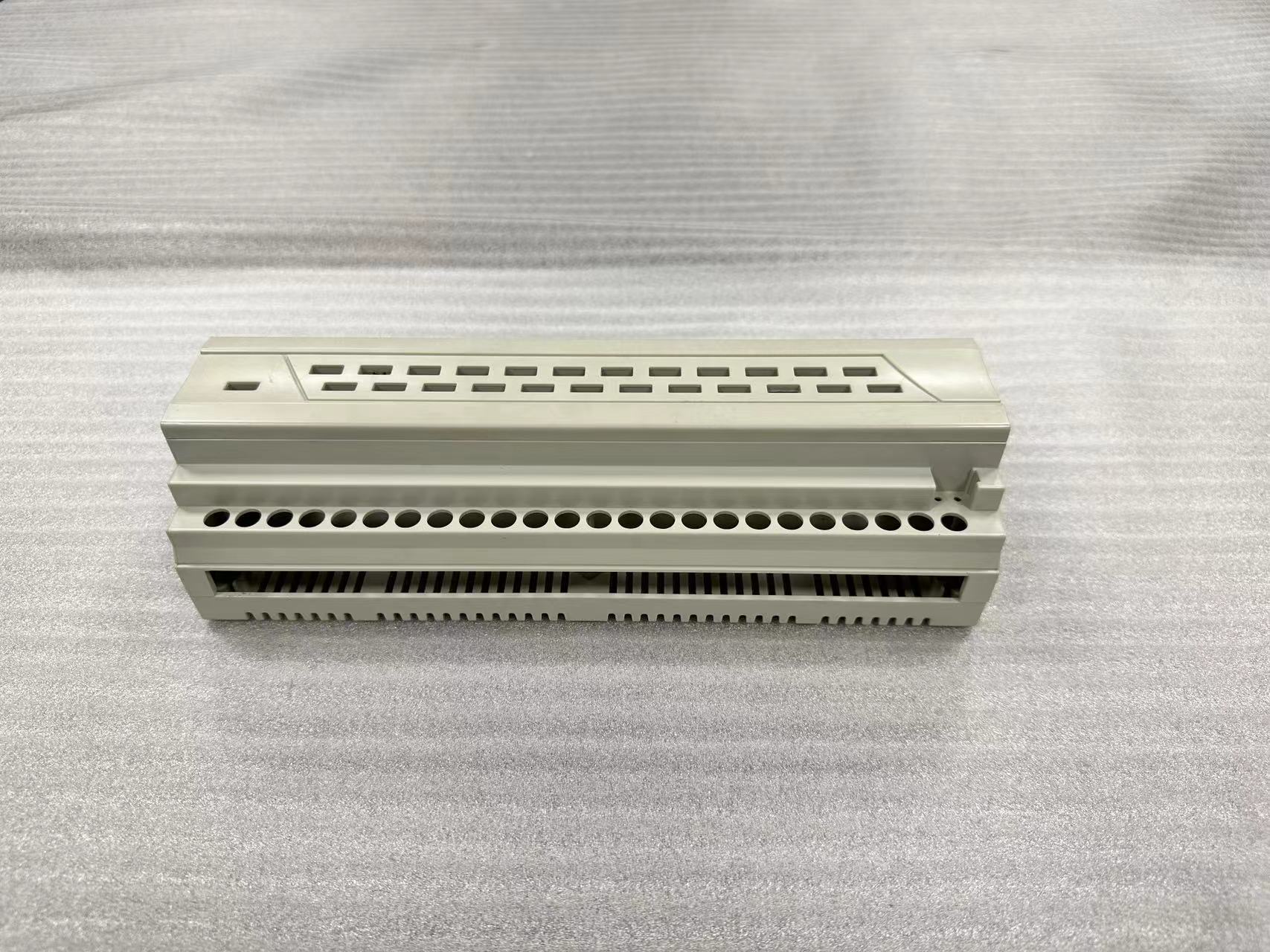
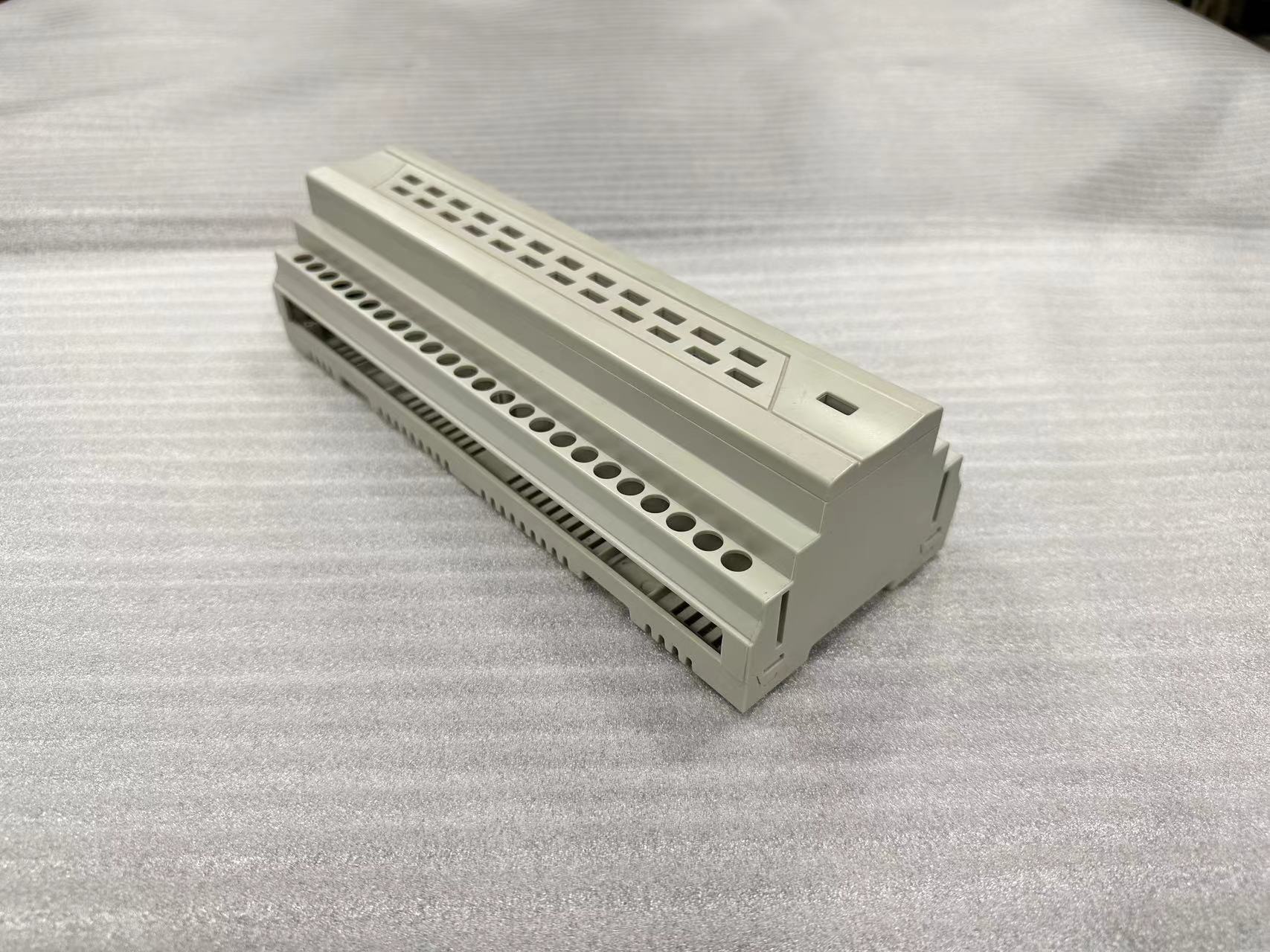
3. Корпус электроннага корпуса ABS V0
Выраблены з 100% чыстага пластыка, мы будзем праводзіць строгі кантроль якасці ў працэсе ліцця пад ціскам і адначасова праводзіць праверку якасці і зборкі.Нарэшце, мы даставім яго вам у нашай добрай бяспечнай упакоўцы.
4.Plastic Overmold Inserts Connector
Гэты індывідуальны прамысловы раз'ём для зарадкі падыходзіць для падтрымкі электрычных прылад.Гэта можа забяспечыць гарантыю ўстаноўкі вашага абсталявання і зрабіць яго зручным для вас у выкарыстанні.



Які матэрыял можна выбраць для вырабу прамысловага пластмасавага вырабу
АБС:
Акрыланітрыл-бутадыен-стырол (АБС) - гэта тэрмапласт, які вырабляецца з выкарыстаннем эмульсіі. З яго моцнай, гнуткай, нізкай усаджваннем у форме (жорсткія допускі), хімічнай устойлівасцю, магчымасцю гальванічнага пакрыцця, натуральна непразрыстым, нізкім/сярэднім коштам.


PA66:
PA66 - адзін з нейлону, ён мае такі ж характар, як нейлон, звычайна ўжываецца ў ручках, рычагах, невялікіх корпусах, зашпільках і шасцярнях, утулках.
PC
ПК вельмі трывалы, устойлівы да тэмпературы і стабільнасці памераў, яго можна зрабіць празрыстым, але каштуе высока.

PP
ПП лёгкі з тэрмаўстойлівасцю, высокай хімічнай устойлівасцю, устойлівасцю да драпін і натуральным васковым выглядам, які з'яўляецца трывалым і жорсткім пры нізкай цане.
ТПУ:
ТПУ - гэта эластычны матэрыял з добрай устойлівасцю да масла, тлушчу і ізаляцыі.

Звычайны працэс вырабу прамысловых пластмасавых вырабаў
Ліццё пад ціскам - гэта вытворчы працэс, які выкарыстоўваецца для масавай вытворчасці аднолькавых пластыкавых дэталяў.Гэта метад пластыкавай ін'екцыі, пры якім расплаўлены пластык устаўляецца ў форму, каб вырабіць дэталь у форме паражніны формы, ствараючы фізічнае ўяўленне змадэляваных пластыкавых частак.
Выкарыстанне тэхналогіі ліцця пад ціскам для вытворчасці прамысловай прадукцыі можа дасягнуць масавай вытворчасці, што можа знізіць выдаткі для прадпрыемстваў, скараціць тэрміны дастаўкі карыстальнікам і вырабляць прадукцыю высокай якасці.
Акрамя таго, вырабленыя ліццём пад ціскам дэталі адрозніваюцца выдатнай стабільнасцю, а іх адходы могуць быць перапрацаваны, што дапамагае ліквідаваць адходы.
Пераліццё
Фармаванне - гэта вытворчы працэс, у якім адзін (палімерны) матэрыял фармуецца або адліваецца на іншы матэрыял, які можа быць кампазітным, металічным або палімерным па прыродзе.У выніку атрымліваецца адзіны інтэграваны кампанент з двух матэрыялаў, якія звычайна маюць розныя функцыі ў парнай частцы.Прымяненне гэтага працэсу на пластыкавых прамысловых дэталях вельмі распаўсюджана.Звычайна сілікон пакрываюць пластыкавыя дэталі для прадухілення слізгацення, напрыклад, зубныя шчоткі, малаткі, электрадрылі і г. д. Калі ён наносіцца на корпус электронных кампанентаў, то звычайна для ізаляцыі.
Верхняе ліццё і ліццё пад ціскам - гэта па сутнасці ідэнтычныя працэсы, якія выкарыстоўваюцца для стварэння (у цэлым) пластыкавых дэталяў.Адрозніваюцца яны толькі тым, што працэс ліцця з'яўляецца другаснай аперацыяй.
Перш чым мы пачнем, нам трэба, каб вы даслалі нам трохмерны малюнак і патрабаванні.Прафесіянал прааналізуе гэты праект, ацэніць яго структуру і памеры, каб абмеркаваць і разгледзець, як спраектаваць форму (напрыклад, засаўку для ўпырску, штыфты, вугал цягі і г.д.)
Па-другое, наш работнік будзе ўлічваць характар вашага прадукту для наладкі ліццёвай машыны.Калі інструмент зачыняецца, гэта азначае пачатак цыкла ліцця пад ціскам.
Палімерныя гранулы сушаць і змяшчаюць у бункер, затым падаюць у ствол, дзе яны адначасова награваюцца, змешваюцца і перамяшчаюцца да формы з дапамогай шнека з пераменным крокам.Геаметрыя шнека і ствала аптымізаваны, каб дапамагчы стварыць ціск да патрэбнага ўзроўню і расплавіць матэрыял.
Пасля запаўнення паражніны формы пластыкам трэба даць ёй астыць.Вада звычайна цыркулюе ў якасці асноўнага спосабу забеспячэння пастаяннай тэмпературы па меры зацвярдзення матэрыялу.
Калі матэрыял астывае, ён зноў застывае і прымае форму формы.Нарэшце, форма адкрываецца, і цвёрдая частка выштурхваецца штыфтамі эжектора.Затым форма зачыняецца, і працэс паўтараецца.
Гатовая прадукцыя будзе запакаваная ў поліэтыленавы пакет і пакладзена ў кардонныя скрынкі.Калі ў вас ёсць спецыяльныя патрабаванні да ўпакоўкі, мы таксама можам быць настроены ў адпаведнасці з патрэбамі кліентаў. Такім чынам, кожны прадукт будзе дастаўлены ў добрым стане.
Каб даведацца больш пра ліццё пластыка пад ціскаміншы прамысловы прадуктты можаш звяжыцеся з нашымаддзел продажаў, каб абмеркаваць вашу унікальную заяўку.
Час публікацыі: 15 красавіка 2024 г