
Размяшчэнне засаўкі і літніка для ліцця пад ціскам з'яўляецца найважнейшай часткай працэсу ліцця пад ціскам.Размяшчэнне гэтых кампанентаў можа паўплываць на якасць канчатковага прадукту, а таксама на эфектыўнасць працэсу.У гэтым артыкуле мы даследуем больш аб размяшчэнні варот і ліцця пад ціскам, а таксама пра паток матэрыялу і пра тое, як бяспечна выпускаць паветра.
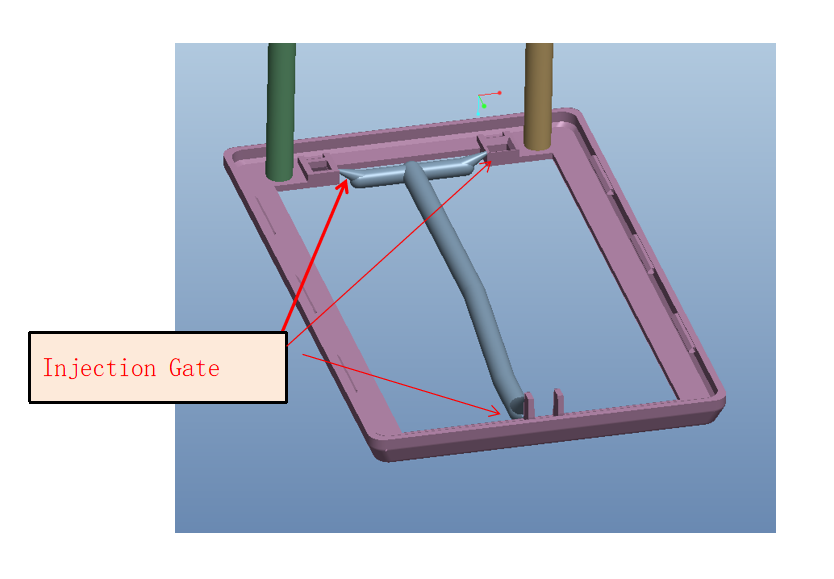
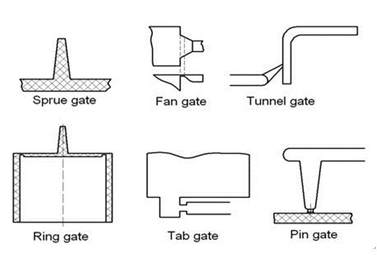
Па-першае, давайце разбярэмся, што такое вароты і ліцейнік.Шлюз - гэта невялікая адтуліна ў форме, праз якую ўпырскваецца расплаўлены пластык.Памер і размяшчэнне варот можа паўплываць на паток матэрыялу і якасць канчатковага прадукту.Літнік для ліцця пад ціскам - гэта канал, праз які расплаўлены пластык трапляе ў паражніну формы.
Размяшчэнне засаўкі і літніка для ліцця пад ціскам мае вырашальнае значэнне ў працэсе ліцця пад ціскам.Размяшчэнне засаўкі павінна быць старанна выбрана, каб гарантаваць, што пластык раўнамерна цячэ па ўсёй паражніны формы, і дэталь цалкам запаўняецца.Калі варот занадта малы, пластык можа дрэнна цячы, што прывядзе да няпоўнага запаўнення паражніны формы, што прывядзе да дэфектаў канчатковага прадукту.Калі брама занадта вялікая, яна можа пакінуць бачныя сляды на канчатковым прадукце, вядомыя як рэшткі брамы.
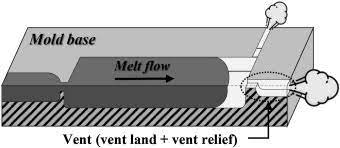
Паток матэрыялу - яшчэ адзін важны фактар у працэсе ліцця пад ціскам.Расплаўлены пластык павінен раўнамерна цячы па ўсёй паражніны формы, каб дэталь цалкам запоўнілася.Каб дасягнуць гэтага, литник для ліцця пад ціскам павінен быць размешчаны ў месцы, якое дазваляе пластыку раўнамерна цячы па ўсёй паражніны формы.Літнік таксама павінен быць дастатковага памеру, каб пластык мог лёгка цячы.
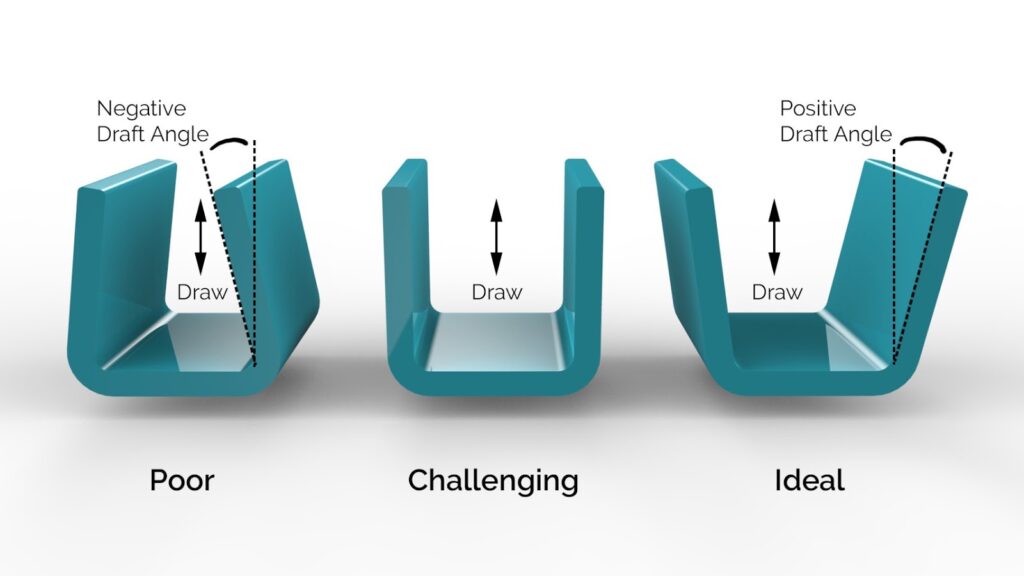
Каб гарантаваць, што пластык раўнамерна цячэ па ўсёй паражніны формы, канструкцыю формы трэба аптымізаваць.Канструкцыя павінна ўключаць такія функцыі, як аднастайная таўшчыня сценкі, якая дапамагае гарантаваць, што пластык раўнамерна цячэ па ўсёй паражніны формы.Форма таксама павінна мець дастатковыя куты ўцягвання, якія дапамагаюць гарантаваць, што дэталь можа быць лёгка вынятая з формы.
Выпуск паветра - яшчэ адзін важны фактар у працэсе ліцця пад ціскам.Паветра, які знаходзіцца ўнутры формы, можа выклікаць дэфекты канчатковага прадукту.Для бяспечнага выхаду паветра форма павінна мець вентыляцыйныя каналы, якія дазваляюць паветрам выходзіць.Вентыляцыйныя каналы павінны быць стратэгічна размешчаны так, каб паветра магло выходзіць без шкоды для якасці канчатковага прадукту.
У заключэнне, размяшчэнне засаўкі і литника для ліцця пад ціскам з'яўляецца найважнейшай часткай працэсу ліцця пад ціскам.Размяшчэнне і памер засаўкі, а таксама размяшчэнне літніка для ліцця пад ціскам могуць паўплываць на паток матэрыялу і якасць канчатковага прадукту.Канструкцыя формы павінна быць аптымізавана так, каб пластык раўнамерна цякаў па ўсёй паражніны формы, а форма павінна мець вентыляцыйныя каналы для бяспечнага выхаду паветра.Звяртаючы ўвагу на гэтыя фактары, можна эфектыўна вырабляць высакаякасныя літыя пад ціскам дэталі.



Калі вы хочаце даведацца больш, калі ласка, не саромейцеся звязацца з намі, тады мы дамо вам бясплатнага кансультанта і пакажам некаторыя справы, якія мы зрабілі для вашай даведкі.
Час публікацыі: 14 чэрвеня 2023 г