
Ліццёвыя формыз'яўляюцца асноўным тэхналагічным абсталяваннем для прамысловай вытворчасці, выкарыстанне прэс-формаў для вытворчасці пластмасавых дэталяў, з шэрагам пераваг, такіх як забеспячэнне эфектыўнасці вытворчасці, лёгка забяспечыць якасць, нізкія вытворчыя выдаткі, ліццёвыя формы ўсё больш шырока выкарыстоўваюцца ў прамысловай вытворчасці.Будучы найбольш важным працэсам ліцця пад ціскам, якасць яго формаў непасрэдна ўплывае на якасць прадукцыі, у той час як кошт вытворчасці формаў займае вялікую долю выдаткаў на распрацоўку прадпрыемстваў.Такім чынам, паляпшэнне тэрміну службы/тэрміну службы ліцця пад ціскам для зніжэння кошту пластмасавых вырабаў, павышэння прадукцыйнасці і канкурэнтаздольнасці прадпрыемства мае значны ўплыў.
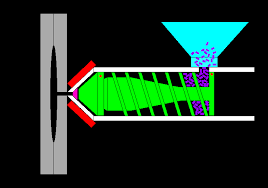
Працэс ліцця пластыка пад ціскам - гэта ў асноўным пластыкавая сыравіна ў ствале ліццёвай машыны пасля пластыфікацыі з нагрэвам, у шрубавым рухавіку ліццёвай машыны, пасля таго як пластык дасягне пэўнай тэмпературы, з пэўным ціскам і хуткасцю праз сопла ліццёвай машыны ў паражніну формы, і затым форма пасля ціску, астуджэнне прадукту і адкрыць форму і атрымаць пластыкавыя дэталі.

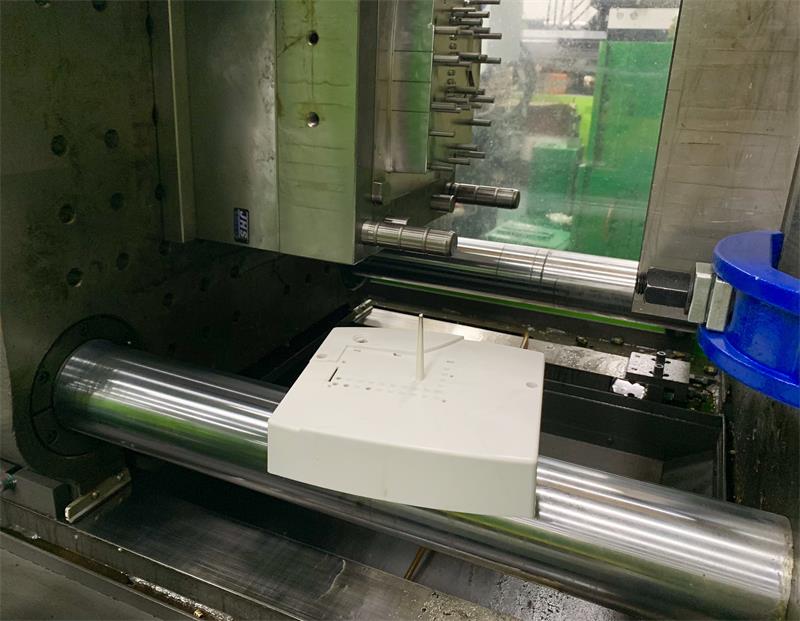
У працэсе ліцця пад ціскам паверхня формы павінна вытрымліваць ціск, калі форма закрыта, ціск расплаву пластыка ў паражніны формы і сілу выцягвання, калі форма адкрываецца, з якіх ціск расплаву пластыка на паражніны з'яўляецца найбольш важным.У той жа час, прэс-форма павінна падтрымлівацца пры пэўных тэмпературных умовах, тэмпература формы павінна спрабаваць дасягнуць цыклічных змен, патрабаванні заказчыка - тэмпература формы павінна быць высокай, што можа эфектыўна паменшыць растварэнне следу, а пластыкавыя дэталі па-за тэмпературай формы. павінна быць нізкай.У адваротным выпадку дэфармацыя прадукту будзе адносна вялікай.У такіх умовах працы прэс-форма схільная празмернай дэфармацыі і разрыву ад гарачай і халоднай стомленасці, у асноўным пад дзеяннем тэмпературы і ціску.
Пластык у працэсе запаўнення паражніны формы, дэталяў формы пры высокай тэмпературы і высокім ціску ачысткі расплаву, трэння патоку, у працэсе вымання прадукту з формы, паражніны і стрыжня і пластыкавых дэталяў у працэсе працы лёгка вырабляць трэнне, у выніку чаго у з'яве зносу цвілі.У той жа час, з-за частага адкрыцця і закрыцця формы, накіроўвалыя часткі формы і дэталі ліцця схільныя да зносу, што прыводзіць да расхіствання.


У працэсе фармавання некаторыя пластмасы раскладаюцца пад высокай тэмпературай і ціскам з утварэннем агрэсіўных газаў, якія лёгка раз'ядаюць і пашкоджваюць паверхню формы, выклікаючы пашкоджанне паверхні формы.
Калі вытворчасць ліцця пад ціскам дасягае пэўнай колькасці, якасць паверхні прадукту з-за празмернага зносу формы не можа дасягаць патрабаванняў, перапаўненне прадукту і лятаючы край сур'ёзныя, а паражніну формы і стрыжань немагчыма адрамантаваць, тэрмін службы формы заканчваецца.Агульная колькасць пластыкавых дэталяў, выкананых да таго, як форма выйдзе з ладу, таксама вядомая як тэрмін службы формы.
Час публікацыі: 26 ліпеня 2022 г